Logistics Technology
Anchored by the Chillboxx automated cold storage facility in Kwai Chung as a core hard asset, the ecosystem integrates the FTT agricultural food supply chain through Pinecone cold chain logistics, complemented by KLA-iBotics smart technology and digital financial innovation—building a fully vertically integrated, end-to-end “farm-to-table” ecosystem.
KLA-iBotics × Jingxing
Smart Logistics Technology — Planned Spin-off Listing (MIS Strategy)

SmartMore
Algorithm R&D
Founded by world leading experts with more than 20 years' experience in machine vision and deep learning, SmartMore provides competitive solutions by a R&D team of over 400 talents from globally renowned institutions.
Software Engineering
With a full team of front-end, back-end and full-stack engineers, we can help develop solutions and provide model optimization for seamless and adaptive integration to a variety of industrial hardware and software.
Optical Design
With our optical engineers experienced with imaging software, industrial sensors and lighting, we are able to provide designs that maximize machine vision solution performance across diverse industrial scenarios
Automation
Through our engineering team of systems architects, electrical and mechanical engineers, we provide comprehensive designs and build customized automation equipment for your manufacturing lines.
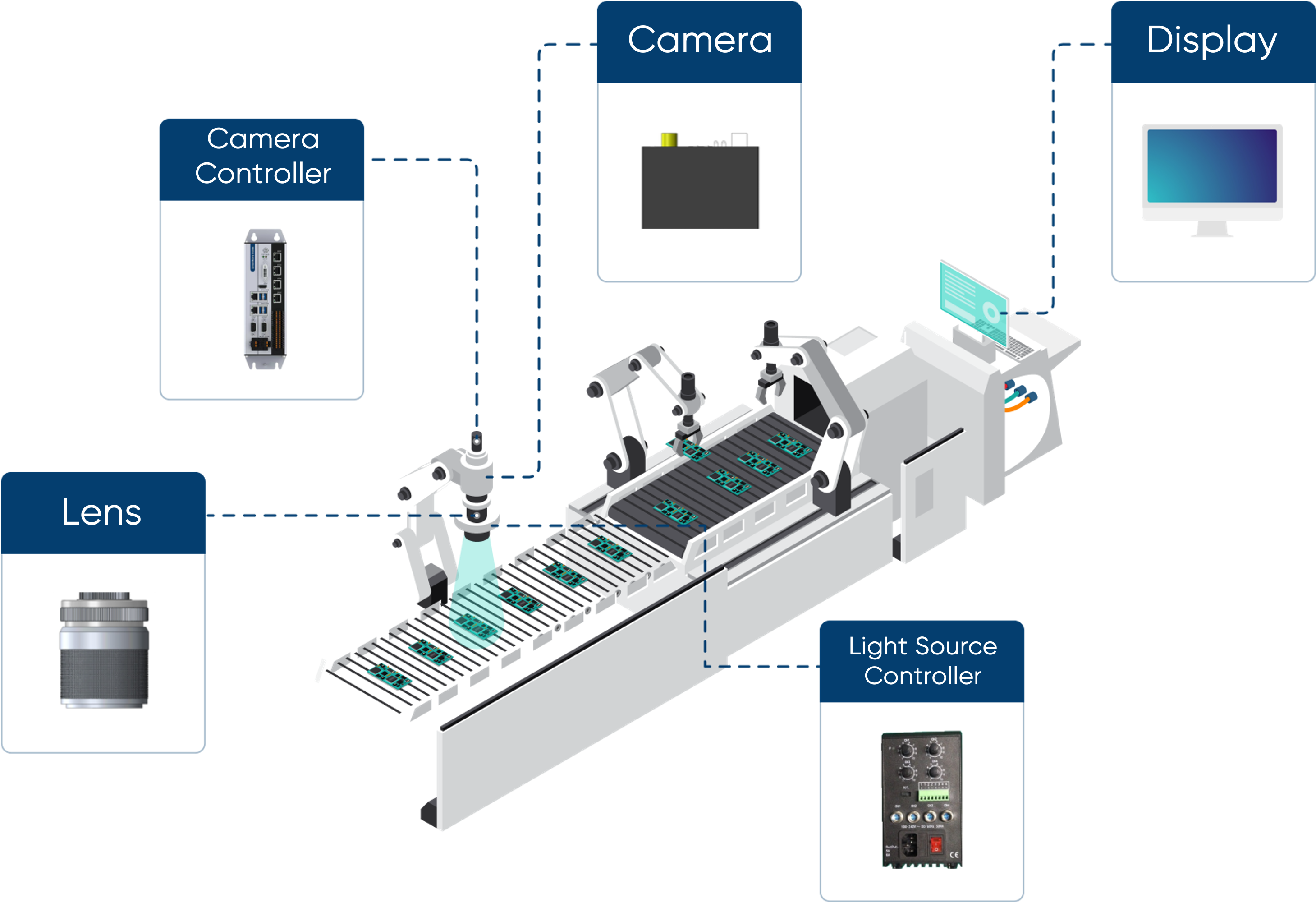
Intelligent visual inspection system
Driven by deep learning artificial intelligence algorithms
Achieving high-precision unmanned quality inspection
We apply machine vision to high-performing visual inspection systems that combine hardware and software to deliver identification, measurement, detection and location functions. These systems enable manufacturing lines across industries to achieve consistent, scalable, and efficient quality control.
SMore AIoT industrial internet platform
Powering the intelligent factory of the future with integrated AI, IoT, and digital solutions.
SMore AIoT industrial internet platform integrates core technologies such as AI, computer vision, digital twin, IoT, and big data. It is a comprehensive application platform designed for industrial enterprises, extending from the OT layer to the IT layer. The AIoT platform covers multiple scenarios across the device, production line, factory, and enterprise layers. It provides end-to-end digital services for intelligent production, operation, management, and visual decision-making, empowering manufacturing enterprises to reduce costs, optimize inventory, save energy, and reduce emissions. Improve quality, and enhance efficiency, thus creating a new generation of intelligent factories.
